上传时间:2013-11-5 16:47:00

纸箱厂的物料输送系统
纸箱厂的物料输送系统
本文将对过去十五年中在全世界瓦楞纸箱生产厂及纸板加工厂中运用的现代物流管理系统做一最新的介绍。
本文内容将会论述以下方面的布局设计、操作设备和管理系统:
l 纸卷仓储;
l 瓦楞纸板生产和加工之间的工序;
l 这些区域的物流控制模块。
投资建厂时,我们首先有必要权衡一下是仅仅建立部分物料输送系统还是建立全套物料输送系统。实际上任何一家新厂建立时或多或少都建有物料输送系统。
建立新厂房或升级改造现有厂房
不管是对厂房主体物流体系进行升级改造,还是建立一个全新的厂房,规划时都必须要结合以下几个要素进行考量:
l 设备投资和人工成本在不断上升而瓦楞纸制品的附加值基本不变;
l 客户对纸板质量、整饰效果和外观标准不断提高;
l 订单变短,产品更新换代周期变短;
l 要求JIT交货及高可靠性;
l 瓦线的产能随着技术的进步而不断提高;
l 现代瓦线可能已成为了纸箱厂最具弹性的机器而不再是困扰生产计划的瓶颈;
l 由于订单变小和质量要求的提高,后道加工设备的生产很难跟上现实的发展。
所以在投资兴建物料输送系统时必须要考虑到以下几点:
l 减少劳动力;
l 人工应集中安排在技术含量高的工段;
l 纸板可根据需要随时送达加工机台,从而最大程度地提高设备的开机率;
l 同样刀具、刀模、印版和油墨必须可随时获取;
l 物料的输送必须要经过合理的设计、布局并实现自动化以便节约劳动力、提高生产效能并将废品率降至最低。
厂房布局
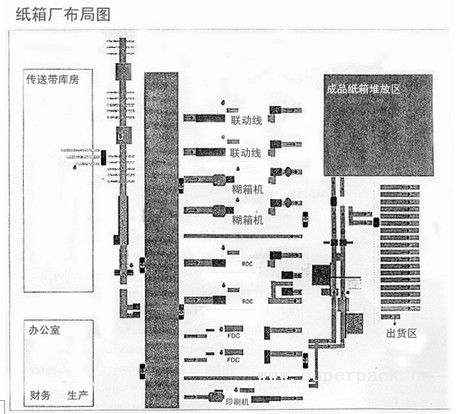
上图显示了现代化的瓦楞纸箱厂的简化布局,整个厂房都配备了物流输送和控制系统。在实际的布局设计中往往会对局部作些调整。比如,瓦线终端可设在物流量巨大的联动线附近,以平衡和尽可能地缩小输送车的移动距离。在规划这样一个纸箱厂时,物流输送应考虑如下方面。
原纸卷输送系统
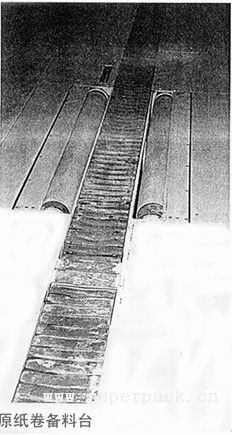 该系统将待用原纸卷以正确方向完好无损地从备料台送到原纸架处,确保每个纸卷准确送到指定位置。输送系统能自动将原纸卷居中并校正方向,以方便原纸架夹头自动地将原纸卡住并提升至接纸位置而不损坏原纸卷筒芯(一个原纸卷可能会被反复使用很多次,因而筒芯非常重要)。使用完毕之后,夹头将纸卷自动放下然后移到传送带上。在纸卷被封贴、送回原纸库或送到瓦线旁纸卷堆放处之前,输送系统须打印一个新的条形码并贴附在纸卷上,条码应包含该原纸卷的详细规格、使用记录和剩余长度等内容。这个系统避免了叉车进入瓦线区,减少了人力操作和人为失误,使所有的原纸卷都能自动进行同步快速更换,减少原纸卷的损坏,从而大大减少了浪费。输送系统与纸卷仓储管理系统相结合,可以确保非整卷的原纸得到有效管理,避免了经常发生的对这些零散纸卷管理不当的现象,并方便了ISO9000系统对原纸的全程追踪。
该系统将待用原纸卷以正确方向完好无损地从备料台送到原纸架处,确保每个纸卷准确送到指定位置。输送系统能自动将原纸卷居中并校正方向,以方便原纸架夹头自动地将原纸卡住并提升至接纸位置而不损坏原纸卷筒芯(一个原纸卷可能会被反复使用很多次,因而筒芯非常重要)。使用完毕之后,夹头将纸卷自动放下然后移到传送带上。在纸卷被封贴、送回原纸库或送到瓦线旁纸卷堆放处之前,输送系统须打印一个新的条形码并贴附在纸卷上,条码应包含该原纸卷的详细规格、使用记录和剩余长度等内容。这个系统避免了叉车进入瓦线区,减少了人力操作和人为失误,使所有的原纸卷都能自动进行同步快速更换,减少原纸卷的损坏,从而大大减少了浪费。输送系统与纸卷仓储管理系统相结合,可以确保非整卷的原纸得到有效管理,避免了经常发生的对这些零散纸卷管理不当的现象,并方便了ISO9000系统对原纸的全程追踪。
制程区自动存储系统
在这里,输送系统将一堆堆的纸板或堆垛组合,从瓦线送到存放区和加工机台前的进纸线。在工厂内传送或储存时,每一个纸板垛都有被追踪。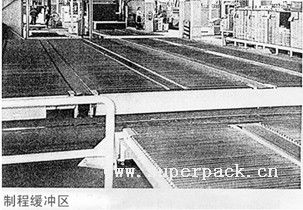
l 纸板输送线和逆流输送线
一条快速的轨道输送线可将不需深加工的纸板直接送到成品区进行堆码、捆扎和发送。输送线还能将加工设备处进纸台退回的废弃纸板运送到指定的回收地点进行分类或切碎。
l 刀具和其他辅料的自动输送设备
在储存区传送带上方建有一个夹楼,刀具、刀模、印版和油墨在此储存。需要时,自动传输系统会将这些材料从装载台输送至与地面传输系统连在一起的升降机处,然后被及时带到指定的加工设备处配合订单的加工。
l 程控系统
目前,实现对输送系统的管制不能没有专门程控系统的协助。通常,该系统包括一些人机界面的就地控制器,就地控制器内含基于PC或其他计算机平台的高水平程控系统。它们还可以用来收集车间资料。
当然,一次性地安装整套系统还不多见。大部分情况下,安装是分阶段、一步一步地进行更新,每一步都需要小心地计划,确保其对生产的干扰最小化。下面我们将具体探讨输送系统的各个部分。
原纸卷输送
在原纸卷自动输送技术方面,有些行业比如造纸业和照相软片工业,为瓦楞纸箱行业提供了一些经验。特别是照相软片的输送,必须做到既轻且稳。一卷4吨重的照相软片价值超过42,000英镑,若处理不当,尤其是若软片卷外层损坏,则会造成巨大的经济损失,因此必须杜绝这种情况的发生。输送时即使是机器出现故障,也万万不可开灯查看,必须要有很高的可靠性。
原纸卷输送设备除了能保护纸卷不受损坏外,还必须具备高可靠性的特点,也只有这样才能确保重达数吨的原纸卷在工厂自动输送时不对员工的安全构成威胁。
大部分的瓦线使用嵌地式台车将原纸卷装到原纸架上。这是一种简单而经济的系统,较适合订单批量大且换单时原纸更换次数相对较少的工厂使用。

然而,随着用户需求的变化,要求瓦线的生产更具弹性,一些新的性能指标随之产生。这些指标已应用于进纸机和实行单刀横切的瓦线,以满足JIT生产的要求。现在的客户服务要求是能生产短单并能随时对客户订单的取消作出快速应对,这在大多数纸箱厂已成为普遍现象,纸箱厂不得不对生产计划作出调整以满足客户的需要。
现代瓦线可以允许机器在高速运转时进行干部和湿部的订单切换并且造成的损耗极小,因此生产等级和幅宽各不相同的纸卷和频繁地切换订单已经是经济可行的。但是仅凭传统的台车进行输送,容易造成延误问题,因此已无法满足现代化瓦线的要求。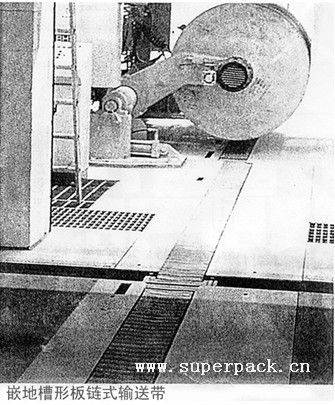
纸箱厂完全实现原纸卷的自动输送还是近十多年来的事情。至今,很多纸箱厂都已安装了这样的系统。整个行业对这个系统的兴趣不断上升,并且人们也认识到没有原纸卷输送及装卸系统,不管在湿部有没有配备额外的设备,窄刀或单刀瓦线都不能有效地运行。
这可对纸箱厂的财政状况带来如下好处:
—减少人工成本;
—由于原纸卷更换时间加快,且能够在瓦线运转的同时自动地装载到原纸架上而不损坏纸芯,使得待料时间显著缩短;
—对原纸卷外层、纸芯和靠近纸芯的内纸层的损坏减少因而可减少原纸损耗;
—抱车使用量及其维护费用减少,由此引起的污染、危险和破坏减少。
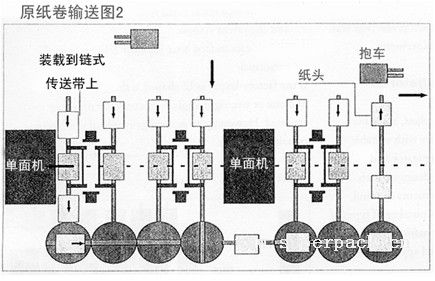
图例中显示的是一个常见的输送系统的示意图,并显示了一些使用上的差异。有的纸箱厂使用传输车,但都使用槽形板链式传送带和转盘。
抱车驾驶员依据装在抱车上的显示器的指示,将原纸卷从纸卷仓库中夹出,该显示器通过无线设备与原纸仓储电脑管理系统连接起来。原纸卷被放在嵌在地板上的槽形板链式传送带上,然后由这个传送带带到原纸卷中央备料区,在这里对原纸卷条形码进行扫描并将读取的资料传送到输送系统的程控系统上。
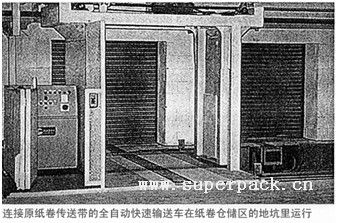 中央备料台有一台专用设备,可自动剥离原纸卷的打包带,且不会损坏原纸卷。原纸卷在原纸架装载位置及原纸的展开方向要放在最后决定。在纸卷仓储区的地坑上运行的输送车将原纸卷取出,然后将其放到槽形板链式传送带上,并传送到指定的原纸架装载位置。原纸卷装到原纸架正中间,然后被平行或垂直放到传送带上,传送带调整原纸卷的筒芯位置以便夹头正好夹住纸卷两端而不损害纸芯。最新的有连杆臂的原纸架就不需要费这样的周折了。
中央备料台有一台专用设备,可自动剥离原纸卷的打包带,且不会损坏原纸卷。原纸卷在原纸架装载位置及原纸的展开方向要放在最后决定。在纸卷仓储区的地坑上运行的输送车将原纸卷取出,然后将其放到槽形板链式传送带上,并传送到指定的原纸架装载位置。原纸卷装到原纸架正中间,然后被平行或垂直放到传送带上,传送带调整原纸卷的筒芯位置以便夹头正好夹住纸卷两端而不损害纸芯。最新的有连杆臂的原纸架就不需要费这样的周折了。
用完后,原纸架自动将零散纸卷或纸芯放到传送带上,纸卷夹头脱离纸芯,再通过转盘输送到一条逆向的板链式传送带上。最后由传送带将纸卷送进输送车然后带回仓库。
未用完的纸卷由接纸机上的电脑测算出其长度。并重新打印新的条形码贴附在纸卷上。这个条形码涵盖内容包括该纸卷的等级、幅宽、剩余长度和原纸卷的生产、运输和使用记录等。
通过管理计算机的指令,原纸卷由射频连接的抱车(或者是自动起重机)带到原纸库里指定的储存位置。
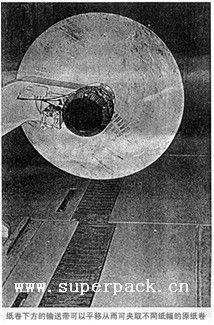
当然,从纸卷仓储区到瓦线区,原纸卷的布局安排和输送设备有多种选择。例如下图显示的是一个简化的布局,中间没有纸卷备料台也没有输送车。选取的原纸卷直接放到槽形板链式传送带上进入原纸架,没用完的纸头由传送带和转盘送到方便提取的地点。
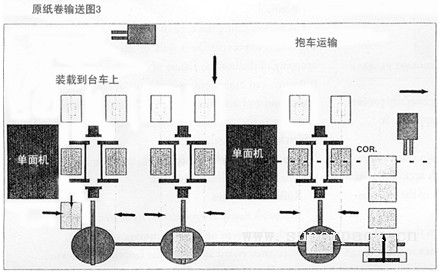
原纸卷输送图3又有不同,它将传统的嵌地入式台车和连续的槽形板链式传送带结合在一起,将纸头的回收和原纸卷的送料完全分离。
抱车将备用原纸卷放在嵌地式台车上或放在抱车附近的地板上。由于动力台车是自动装卸系统的一部分,每一个等待装载的原纸卷不会阻碍原纸架上纸卷的卸载。
用过的原纸卷被移放到台车上,然后由操作人员手工或者用滚轮移动装置将其移到槽形板链式传送带上,当输送到转盘上时旋转90度,再到达和瓦线中心线平行的目的地传送带上。在这个传送带的末端,一个倾斜设备将原纸卷放到一个倾斜坡面上,然后抱车将所有的原纸卷带走。
 这个原纸卷输送系统的主要构成包括一个原纸卷备料台、槽形板链式传送带、配有传送带的转盘、配有传送带的输送车、原纸架进纸传送带、纸卷夹取区可调式传送带、条形码扫描仪、所有与控制器和测量感应设备相匹配的打印机。
这个原纸卷输送系统的主要构成包括一个原纸卷备料台、槽形板链式传送带、配有传送带的转盘、配有传送带的输送车、原纸架进纸传送带、纸卷夹取区可调式传送带、条形码扫描仪、所有与控制器和测量感应设备相匹配的打印机。
从瓦线维护的角度讲,轻型叉车不会对板链式传送带造成损害,但如果是重型叉车,就须在传送带上放上活动盖板。我们的目标则是尽可能避免叉车运输在瓦线区域的使用,因为它们不仅是纸箱厂内造成员工伤害事故的罪魁祸首,也是设备损坏的主要原因,而且使工厂卫生状况不佳。
这些系统通过与PC或其他资料管理电脑相联的PLC进行操控,以实现系统内的实时模拟图像显示。用来跟踪记录厂区活动的光电元件被安装于厂房地板之下,这样即可保护其不受损害,又不至于妨碍员工的操作。
制程间输送——从纸板生产到纸板加工
对采用这种工作流程的纸箱厂来说,在瓦线和加工设备之间的传送存储应该是富有弹性的,并且具有足够的维修缓冲空间。设计时要考虑到未来需求变化或规模扩大的可能性。
必须从多种不同输送带及不同自动化水平的传送装置中选出一套合适的,以适应不同的布局设计及其应用情况。
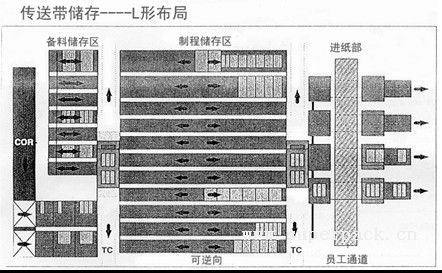
这种布局受到大部分的纸箱厂和供应商的青睐。它包含:
l 来自瓦线堆码机的板链式传送带或塑料链式地毯,其堆码的功能可以最大化地利用输送车的堆放空间;
l 输送车运走传送带上的纸板垛并将他们放入储存区指定的通道;
l 工作进程区的储存,是部分订单(单刀瓦线不常需要)的备料储存和待加工纸板的流动储存的结合;
l 输送车,用于将纸板从堆码区传送带送到加工设备进纸线,或按要求运回纸板堆码区;
l 机器进纸线,有的包括一个堆码转换装置和对准台;
l 往复式输送车,为了保持员工通道干净和安全,将其放在进纸线上。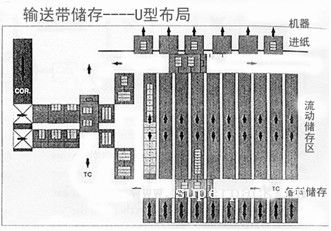
如果工厂的布局是U形的,则还需要一辆输送车和一到两个右向转弯型传送带。然而,整个布局的主要规则保持不变。
对于产量低于每小时20,000平方米的纸箱厂来说,其备料存储区只需要一台输送车,这样更为经济。
在选择传送带时,最重要的是要能防止纸板出现走步或呈“象脚”状的现象,也就是纸板堆底部纸板出现滑移,出现这种情况时在堆码分离和预进纸机处会引起很严重的问题。塑料链式传送带是最好的选择,不过它比较昂贵,因此要有选择性地使用。
在一个现代化的厂房里,下面的一些解决方案是过时的:
l 辊式传送带
经常出现纸板走步现象,它发生的频率取决于纸板的楞型和克重、传送带的长度、辊筒轴间距和动力的设计。一般生产重型纸箱时才会使用辊式传送带。
l 皮带传送带
当使用皮带传送带时,堆码在底部纸板会被传输点使用的推动器压坏。另外,皮带传送系统需要经常维修并且维修成本较高。
l 栈板的使用
用栈板运输在技术上不会有问题,但是将其放下、输送到加工设备的前面以及空板的送回都会涉及到人为因素,产生噪音和不合理的高成本。
目前较常用的解决方案是使用多线链式传送带,或在瓦线卸货处使用连续性塑料链式传送带,带平行重力辊传送装置的双条板链式传送带或者是带平行重力辊传送装置的升降板链式传送带。塑料链式传送带特别适合运输E瓦楞和微瓦楞的纸板。
制程储存区使用的设备如下:

多线链式传送带(板链或辊链)
这些传送装置用来装载从瓦线堆码机上卸下的纸板,此时纸板是侧放的。输送车将这些纸板垛居中放置在板上,接下来的输送都是沿着板的中心线运行。
输送车
对纸板垛进行横向配送的首选解决方案是使用输送车,连续性的传送带系统有时并不太合适这一操作。
高性能的输送车应该包括以下配置:
l 伺服驱动引擎,最大速度可达180米/分钟,带四轮驱动装置,具软起动和软停车功能;
l 车轮以聚氨酯胶包边;
l 独立的电脑控制,驱动室可操控所有通讯线路,整个自动系统可轻易转换为手动控制;
l 用触压棒供应能量使其顺利通过防火门;
l 用红外线传送数据;
l 通过激光测量系统进行定位;
l 输送车两端安装障碍物激光扫描仪,以避免出现意外和保护员工的安全。
备料储存区
备料储存区主要用来储存零散订单,并且当瓦线上的订单完成后将其汇集起来存放于此。
l 后进/先出(LIFO)。
l 一般情况下,堆码之间的距离为大约200毫米。
l 一到两个带平行重力辊传送带的可降式中心链,重力辊直径为60毫米,轴间距为66毫米。
l 带有连续性驱动辊的顶部装置有利于备料储存线和输送车之间小垛堆码的输送顺畅,并且利于各堆码的分离。
制程区储存输送系统
l 先进/先出(FIFO)
l 无缝隙堆码。
l 一到二个中心板条链各分节处带有气压抬升装置。
l 两端的顶部单元有利于输送顺畅。
l 可逆向运行的传送带增强了输送的灵活性,这样任一端都可进出。
l 可利用的长度约为90%。
事实证明,这些缓冲储存输送系统性能优良,但仍旧存在两个亟待解决的问题:
— 当输送低克重纸板时,仅用一条板条链不能完全消除纸板走步现象:
— 安装两条板条链时,重力辊传送带之间的间隙过大,输送小于800毫米长的纸板时有困难。
因此,非常有必要在制程区的储存输送线上使用纸垛组合的聚集系统。这个系统包括无升降双线式板条链传送带,还包含重力平行辊传送带或塑料链式传送带。每一条储存运输线都包含进纸部分、缓冲部和输送部分。
当纸垛的输入和输出同步进行时,需要将纸垛后移到缓冲线上,再将新输入的纸垛插入相应的组合保持堆垛的整体一致性。这个系统的自动操作数据传输比无空隙堆码数据传输简单,但是只能使用75%的传送带长度。
机器进纸
按照计划系统的编排顺序,即将加工的下一个订单信息被送到进纸线及对应的加工机台。如须插单或有特殊要求,特别出纸指令可以通过控制终端到达规定的加工机台和进纸线。从缓冲区出来的同一组合的一组纸垛是相同的,它们原先是一同在瓦线堆码机上形成的。

无论出于什么原因,比如加工设备和工具损坏了,当材料需回运时,整个纸垛应该可以自动退回储存区。当一个纸垛的部分纸板已被加工,剩余纸板的详细资料会被提交给输送车。
输送纸垛的时候,可以使用可逆板链式传送带,这种传送带配有不同类型的重力平行辊。
如果需要的话,往复式输送车可以到达进纸线处,以配合设备的纵向展开或者为员工提供安全通道。
有时有必要安装一个转向单元,使纸垛能够作180度或90度的转向。加装一个集中台将会提高预进纸机的性能。
自动化和程序控制
制程区的完全自动化输送可以通过几个步骤实现。
纸箱厂的物流管理系统
整个厂房的计算机化管理系统包含以下所列内容。为了对应前面谈到的硬件和加工程序,下文将会详细描述1到3部分:
1.原纸卷仓储管理系统
2.原纸卷自动传输系统的可视化及数据追踪功能
3.自动化制程储存的可视化及数据追踪功能
4.成品的可视化及数据追踪功能
5.工具、印版、刀模和油墨的自动传输软件。
6.整批成品传输的可视化及数据追踪功能,包括中央自动货盘化、顶部货盘或顶部纸板摆放、捆扎、包装和集结待发等。
7.发货信息储存管理
8.车间数据收集
9.废料的输送和记录
10.通过调制解调器进行远程服务
所有的设备元件均可单独或者联合使用。
1. 原纸卷仓储管理系统
这是一个对原纸仓库里的纸卷输送进行可视化及数据追踪管理的一个系统,与信息主控电脑联接,可以确认加工哪个订单时使用了哪个原纸卷。
该系统可以从采购系统中获悉即将到厂的原纸卷的信息清单。采购的纸卷被运至工厂时需要接受检查,扫描其条形码以确认是否和采购清单相符。如果条形码难以辨认,就会打印一个新的条形码贴在纸卷上。
这个系统也能够显示原纸卷在储存区所应该摆放的位置。
有订单加工时,系统从计划系统处得到一张原纸需求单,然后确定适合该订单使用的原纸卷,一般原则是优先使用零散纸卷。这个系统也显示原纸卷在哪个原纸架使用以及原纸的展开方向。
2. 原纸卷自动输送系统的可视化和数据追踪功能
原纸卷被送到输送系统,然后带到瓦线的原纸架上。当订单生产结束,瓦线管理系统将剩余纸卷的长度数据传输至该系统中。新打印出的条形码将显示纸卷的ID号码,并印有其所有相关资料和剩余的纸张长度。
然后系统指示纸卷应被存储的位置。
主控系统也被告知加工哪一个订单使用了哪一个原纸卷。
即使是应用起重设备、铲车或AGVS,这个系统都可以应用于原纸库管理。输送设备配备了自动对焦条形码扫描仪和带显示屏的铲车,为司机提供了所需的一切信息。
3.制程区管理系统
这是一个动态的储存管理系统,操作时瓦线和加工区域之间没有限制。在输送之前或进入加工设备之前的纸板垛的组合和分离,应充分利用整个储存输送系统。
系统中订单的加工顺序和对应加工设备的信息由计划系统提供。
瓦线上的电脑界面告知系统将要进入制程区的所有订单信息。这些订单信息被存储于系统之中,如此一来,它们就可以直接按顺序进行加工而不需要重复排序。
系统对整个储存区实施监控,并对每一个单独的纸板垛进行检测。另外系统自动地按照编排计划把订单输送到对应的加工设备处。
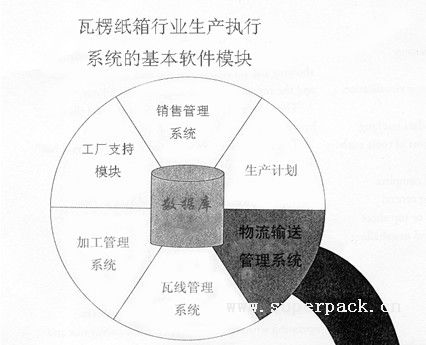
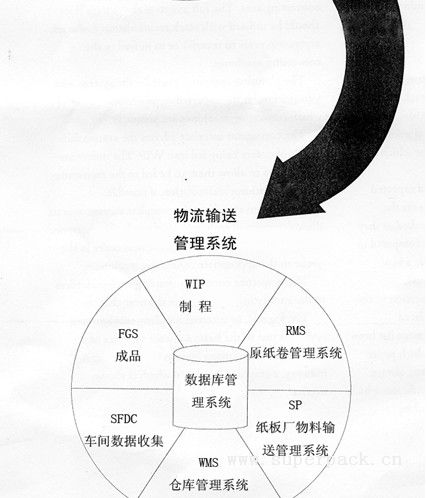
物流或材料输送管理系统,是瓦楞纸箱行业管理执行系统的基本软件模块之一,见下页图例。